An AI pour-station co-pilot for Indian foundries , predicts defect risk 4 to 8 minutes before tap, explains parameters in operator's language, and calculates risk in rupee values.
Defect prevention right at the ladle represents the single largest yield enhancement driver in foundry casting.
Traditional foundry casting quality tracking is retrospective. FoundryOps Copilot provides predictive insights while adjustments are still possible.
Casting defects are usually discovered post-pour at shakeout or month-end reviews, resulting in total scrap loss and wasted resources.
Operators and metallurgists reject generic machine learning dashboards because they don't explain the drivers behind defect risks.
CFOS and managers struggle to correlate furnace chemistry drift or pour delay directly to P&L cost lines.
Integrates real-time predictions right at the furnace tap station.
Captures scrap charge weights, furnace melt chemistries, and slag logs.
Evaluates defect risk 4-8 minutes before the tap. Recommends ladle temperature and pour speed adjustments.
Logs shakeout inspection results to continuously retrain and calibrate the models.
Allows engineers to query heat history, chemistry logs, and defect distributions using natural language.
Runs XGBoost/LightGBM classifiers across 10 defect classes in <100ms before tapping, while adjustments are still possible.
Explains defect drivers, such as pour delay or sand moisture, in natural terms rather than just score metrics.
Translates defect probabilities into direct expected loss values based on scrap, rework, delay, and warranty reserves.
Adapts to seasonal patterns, humidity shifts, and pattern wear past 800 cycles.
Allows operators and metallurgists to query heat logs, chemistries, and past dispositions using plain language.
Heat logs, chemistry, dispositions, OEM complaints, and warranty events are encoded into a model that answers in the operator's, metallurgist's, and plant head's vocabulary. Ask in natural language; get charts, SHAP attributions, and the underlying heats back.
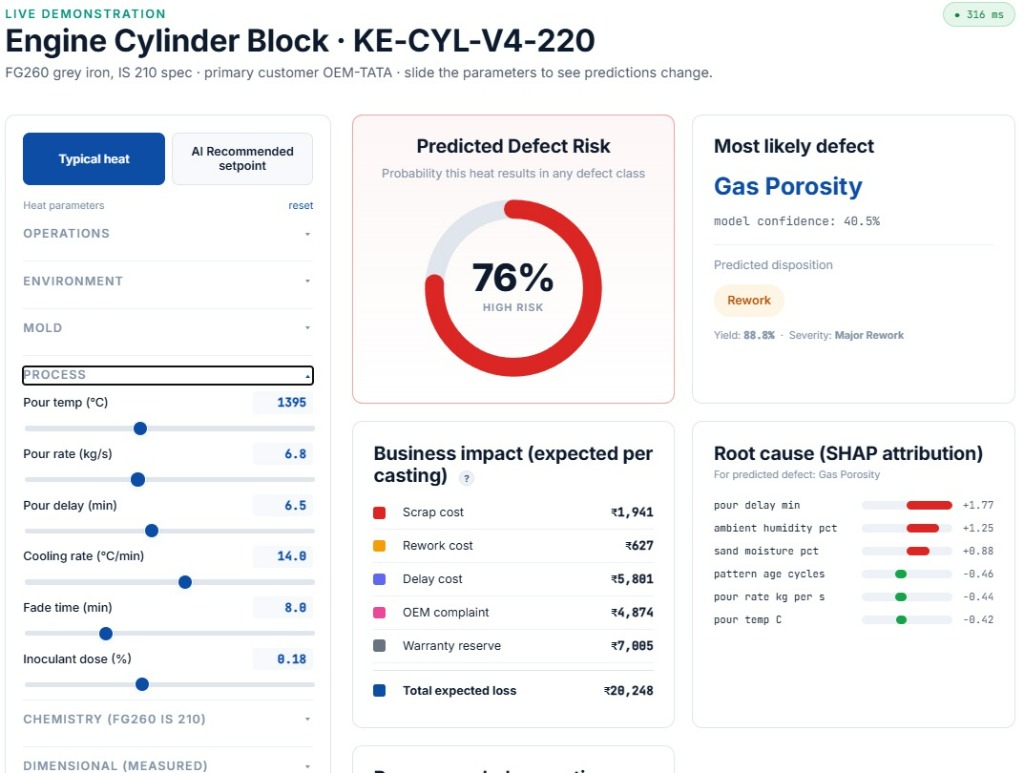
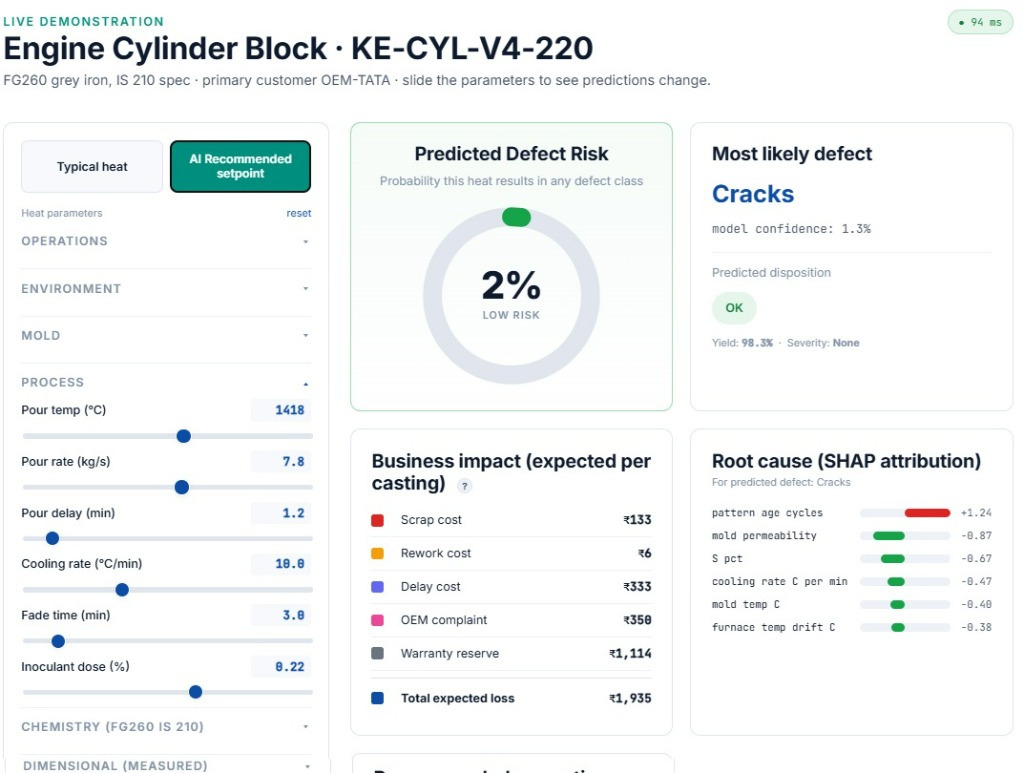
Real-time pour-station predictions and plant-wide analytics. These screenshots show how metallurgists adjust ladle parameters before tap to avoid scrap, and how quality trends compile automatically.
Chemistry and environmental factors (e.g. pour delay 6.5 min, humidity 78%) result in 76% risk of Gas Porosity. Calculates ₹20,248 expected loss per casting before tapping.
The engine recommends real-time setpoint adjustments (e.g. reducing pour delay to 1.2 min, adjusting temp to 1418°C) to bring risk down to 2% and expected loss to ₹1,935.
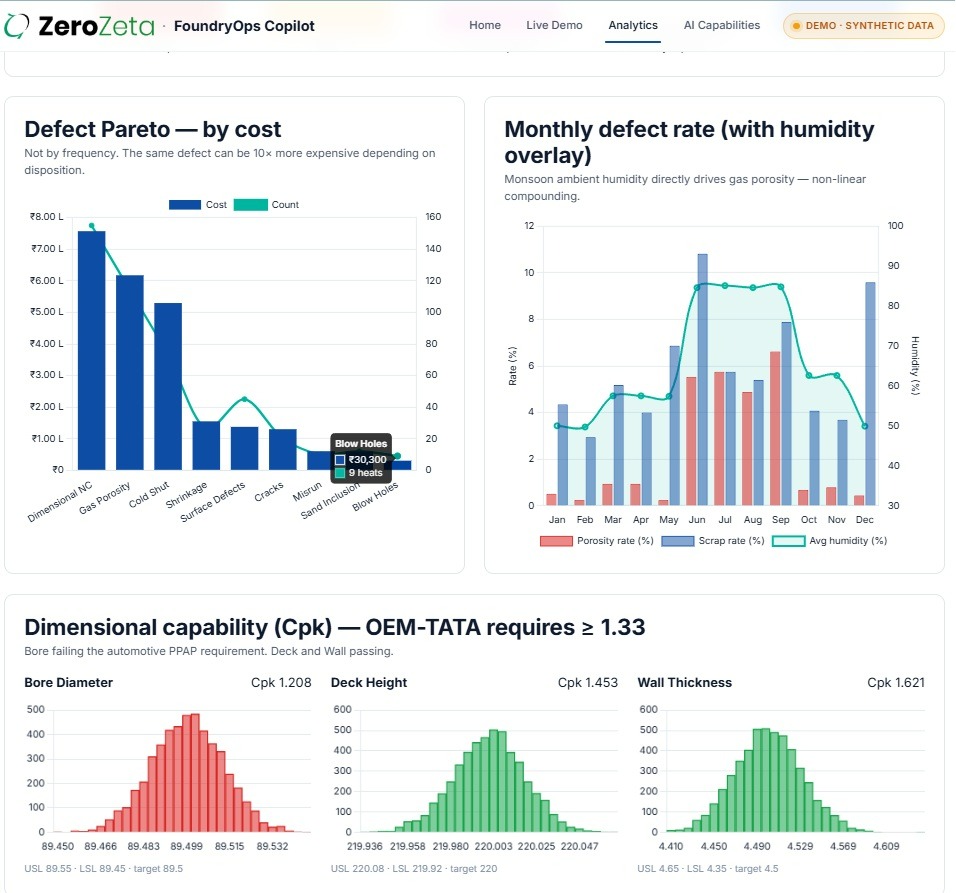
Month-end defect Pareto charts weighted by cost (e.g., blow holes and gas porosity), scrap rates overlayed with humidity logs (proving monsoon compounding), and automated dimensional capability (Cpk) Cpk deck and wall calculations.
Specifically calibrated to IS 210 FG260 grey iron standards, optimizing pour parameters at the ladle.
Maintaining high dimensional consistency and low defect margins for OEM vehicle engine parts.
Predicting gas porosity, sand inclusions, and shrinkage defects under variable atmospheric conditions.
Managing chemistry drift and furnace logs across multiple heats in large scale foundry operations.
What you see runs on synthetic data calibrated to IS 210 FG260 grey iron , the models, SHAP explanations, and rupee math are production-grade ML.
Provides defect risk predictions alongside their top 6 SHAP parameters in direct shop terms, explaining the exact factors driving defect risks (e.g. pour delay, sand humidity) rather than just abstract score metrics.
Maps defect risk to direct financial expected loss (scrap, rework, complaints), traceable to calibrated plant cost tables, so quality decisions translate directly to financial impact.
The models retrain on heat log history, learning seasonal monsoon humidity patterns and pattern wear cycles past 800 casts to maintain prediction accuracy over time.
Week 1 , we import your chemistry and ladle log database. Week 3 , we deploy the co-pilot screen at the tap station. Week 6 , measured casting yield improvements and scrap reduction.